
Resistance Furnaces
Odlévání z tavící pece ISTOL.
Induction Furnaces
Přidání legovacích přísad do tavící pece.
Salt Bath Furnaces
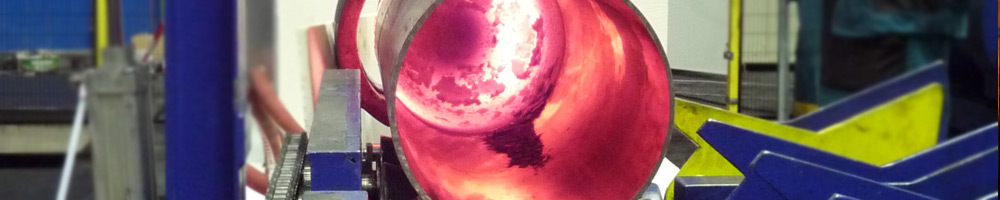
Ohřáté dno lahve.

HQ Quenching Power Supplies
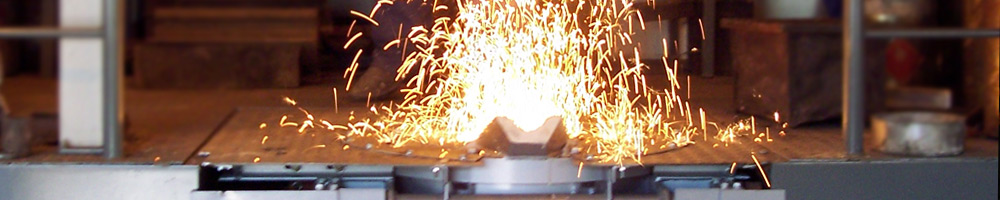
Počátek ohřevu dna lahve.
Odlévání z tavící pece ISTOL.
Přidání legovacích přísad do tavící pece.
Ohřáté dno lahve.
Počátek ohřevu dna lahve.
Jedná se o jednoúčelové středofrekvenční zařízení, zhotovené pro implementaci do výrobní linky ocelových lahví. Zařízení jako celek je určeno k ohřevu spodních konců polotovarů ocelových lahví před vstupem do kalibračního lisu. Vstupním materiálem jsou polotovary těl lahví, přicházející od protahovacího lisu. Mají zbytkovou teplotu cca 500°C. V zařízení je ohříván konec lahve s vypouklým tvarem na požadovanou teplotu cca 1100°C. Následně je polotovar transportován do kalibračního lisu.


Zařízení jako celek je určeno k postupovému povrchovému kalení s větší prokalitelností převážně rotačních součástek, svisle upnutých.
Sestavu tvoří Anodový zdroj, VF generátor a postupový kalicí stroj.
Anodový zdroj mění vstupní střídavé síťové napětí na stejnosměrné napětí o hodnotě potřebné pro generátor
Generátor využívá jako aktivní prvek moderní vysílačovou triodu s vodním chlazením a vysokofrekvenční napětí, potřebné pro vlastní kalicí stroj.
Postupový kalicí stroj obsahuje VF část s kondenzátory a výstupním transformátorem, zakončeným upínačem induktorů a mechanickou část pro upnutí kalených dílů, vybavenou elektropohony s číslicovým programovým řízením.